林肯焊接材料質量放心**,蕪湖勁松焊接設備
- 時間:2020-03-07作者:蕪湖勁松焊接機電銷售有限公司瀏覽:86
蕪湖勁松焊接機電銷售有限公司專注于焊接設備,切割設備,焊切專機,焊接材料,工業機器人等
詞條
詞條說明
交流電焊機工作原理 交流電焊機實質上是一種特殊的變壓器,焊條和焊件分別和電源的兩個輸出端相連。它和普通電焊機有所不同的是,它的一、二次繞組分裝在兩個鐵芯上,二次繞組與一個電抗器串聯,電抗器的鐵芯不但有一定的空氣隙,而且轉動螺桿還可以改變空氣隙的長短來獲得不同大小的焊接電流。 開始焊接時先讓焊條和焊件接觸,這時電源短路,流過接觸點的電流很大。由于接觸點的接觸電阻較大,所以電流會在接觸點產生很大的熱
焊接外觀缺陷的產生原因、危害、預防措施都在這了: 凹坑指焊縫表面或背面局部的**母材的部分。 凹坑多是由于收弧時焊條(焊絲)未作短時間停留造成的(此時的凹坑稱為弧坑),仰立、橫焊時,常在焊縫背面根部產生內凹。凹坑減小了焊縫的有效截面積,弧坑常帶有弧坑裂紋和弧坑縮孔。 防止凹坑的措施:選用有電流衰減系統的焊機,盡量選用平焊位置,選用合適的焊接規范,收弧時讓焊條在熔池內短時間停留或環形擺動,填滿弧坑
交流發電電焊機和直流有什么區別? 交流發電電焊機和直流電焊機都是靠短路電弧來進行焊接的,但直流焊較穩定,用于要求高的場合: 一、直流電焊機輸出的電流沒有“過零點”,不易斷弧,電弧穩定,這是它較大的優點。 二、變壓器二次電壓峰值一定,直流電焊機比交流電焊機空載電壓高,較容易引弧。 三、直流電焊機比交流電焊機多出整流部分,成本要稍高一些。 四、大功率的交流電焊機由于較多只能用到兩相電,所以容易造成
摩擦焊接的優勢 焊接過程中質量控制良好,基本上能達到**的合格率。另外,由于利用焊接表面的相互摩擦作為熱源,整個表面同時被加熱,焊接時間較短,熱影響區小,因此,只要合理地選擇焊接規范,焊機設計得當,焊接規范的重現性好,就*可以避免裂紋、氣孔及未溶透等熔化焊時所常見的缺陷,而得到均勻一致的接頭質量。焊接過程不需要填充焊絲和惰性氣體保護。 近年來,在我國出現了一種鋼筋的新的焊接方法,即豎向鋼筋
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 蕪湖勁松焊接機電銷售有限公司
聯系人: 周經理
電 話: 0553-2715051
手 機: 13655539188
微 信: 13655539188
地 址: 安徽蕪湖弋江區蕪湖商品交易博覽城D區8棟101-104號
郵 編: 241000
相關推薦

相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
公司名: 蕪湖勁松焊接機電銷售有限公司
聯系人: 周經理
手 機: 13655539188
電 話: 0553-2715051
地 址: 安徽蕪湖弋江區蕪湖商品交易博覽城D區8棟101-104號
郵 編: 241000
- 相關企業
- 寧波鐳速激光科技有限公司
- 深圳市科偉迅機電設備有限公司
- 深圳市科偉迅機電設備有限公司
- 武漢津聯科工實業有限公司
- 勵德裝備技術(杭州)有限公司
- 清河縣焊騰焊接材料有限公司
- 蘇州潤昇精密機械有限公司
- 伯樂焊材(河北)有限公司
- 上海元源懿管道科技有限公司
- 寰電智控科技(廣東)有限公司
- 商家產品系列
- 拉伸膜
- 鋰電池
- 鋰電池組
- 連接件
- 錄音磁頭
- 濾波器
- 鋁電解電容器
- 鉚接設備
- 沖壓件
- 傳聲器
- 磁性材料
- 打膠機振動盤
- 大功率發光二極管
- 導線剝皮機
- 點膠機
- 點膠設備
- 電池測試儀
- 電池充電器
- 電磁屏蔽材料
- 電工陶瓷材料
- 發熱元件
- 防靜電產品
- 分頻器
- 蜂鳴器
- 覆銅板材料
- 干電池
- 微動開關
- 顯微鏡
- 線束
- 橡膠電子元件
- 產品推薦
- 資訊推薦




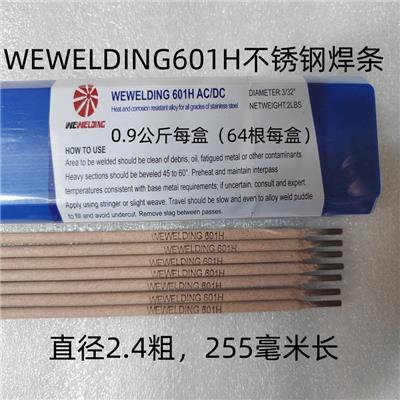
美國純進口WEWELDING601H焊條標頭 2磅每盒小藍盒包裝
¥4000.00


¥5000.00


¥20.00
¥25.00